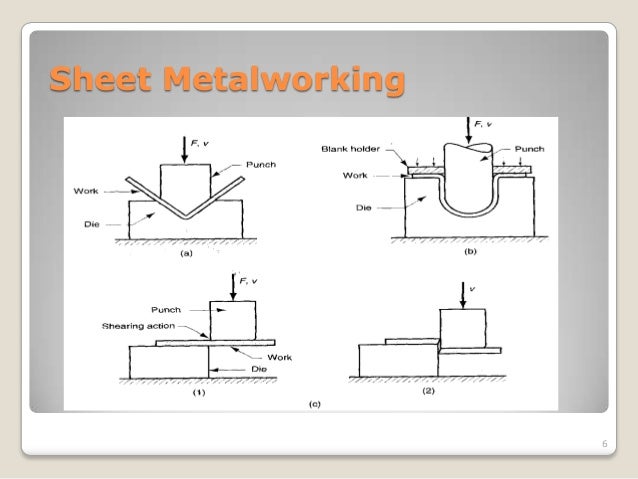
Defects In Sheet Metal Drawing
Metal Forming Defects

Template Layout For True Y Wye Branches And Main Lines Welding And Fabrication Metal Working Welding

Pin By Gauge Nyc On Craft No Really Sheet Metal Fabrication Sheet Metal Work Metal Fabrication
Https Uomustansiriyah Edu Iq Media Lectures 5 5 2016 04 18 11 57 10 Am Pdf

Dissecting Defects Part I

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

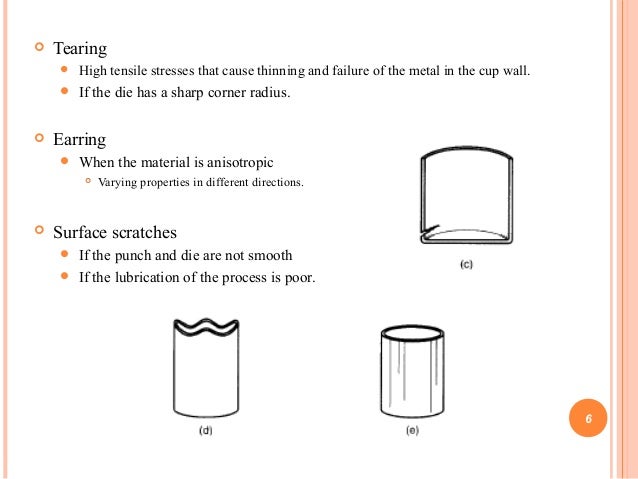
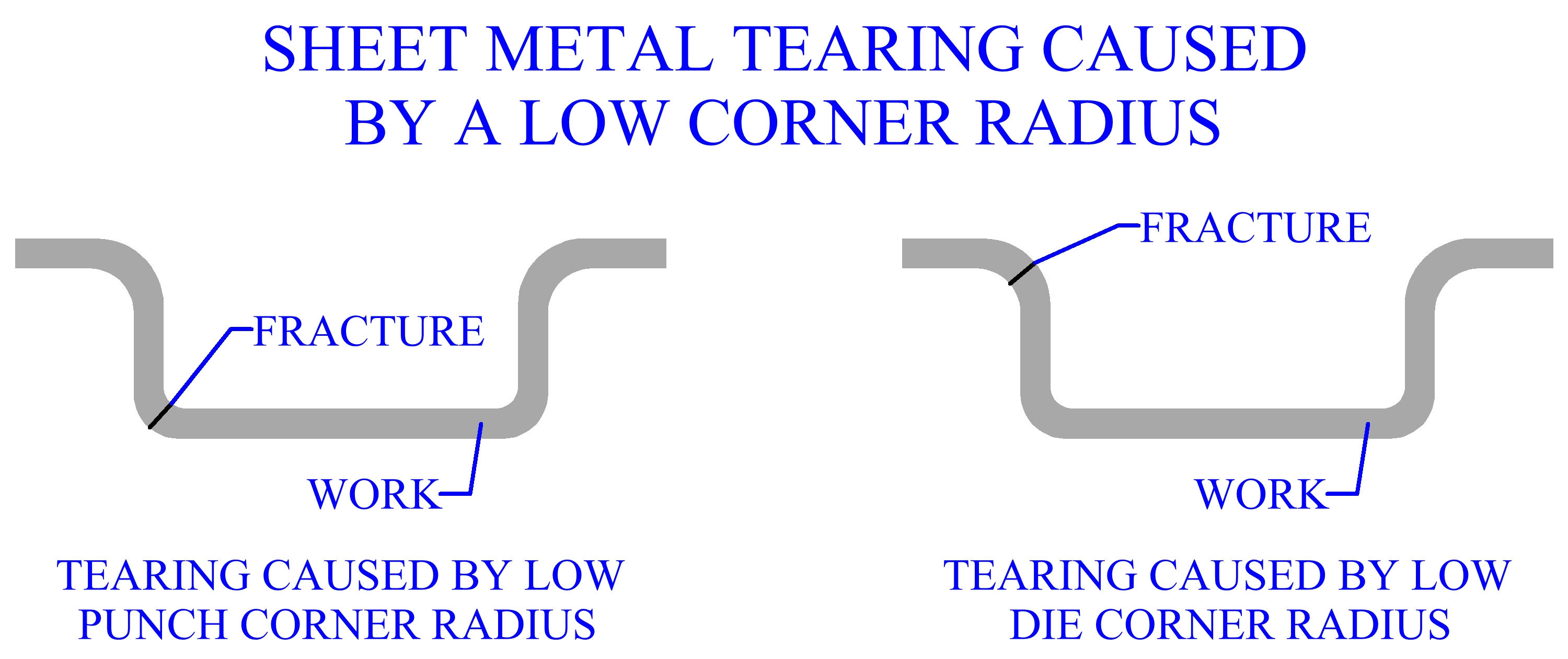
The main reasons for the cracking are over stretching or stress concentration.
Defects in sheet metal drawing.

Different Types Of Welding Defects Types Of Welding Welding What Is Welding
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Big Round To Smal Square Sheet Metal Work Sheet Metal Fabrication Metal Fabrication

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

Drawing Guide Weld Symbols Welding Projects Welding Welding Gear
Forming Defects

Metal Forging In 2020 Forging Metal Conceptual Understanding

Sheet Metal Drawing Sheet Sheet Metal Sheet Metal Drawing Drawing Sheet

How To Minimize Weld Defects By The Improvement In Electrode Angles

Autodesk Inventor Sheet Metal Drawing Tutorial Basics Youtube Sheet Metal Drawing Drawing Tutorial Autodesk Inventor

Defects Welding Table Types Of Welding Welding

Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube Solidworks Tutorial Solidworks Tutorial
Deep Drawing Of Sheet Metal

Building Structural Diagnosis Repairs Structural Defects Inspection Diagnosis Repair Contemporary House Design Architectural Section Home Structure

How To Read A Manufacturing Drawing Vista Industrial Products Inc

Pin On Ethan Keesing

Production Drawings Sheet Metal Fabrication Materials Engineering Design Management

Solidworks Sheet Metal Tutorial Switch Box Youtube Sheet Metal Drawing Solidworks Tutorial Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctrm1fpshjjajynynrinbnnrsqwou1qzifymxyvlccqidhuibq1 Usqp Cau

Permanent Mold Casting Processes Green Mechanic Http Pakwindturbine Blogspot Com 2014 04 Permanent Mold Casting Proc Mold Casting Metal Workshop Mold Spray

Pin By Weber Grill Collectors On History Webber Bbq Sheet Metal Shop Popular Mechanics

Pin By Frame A Patent On Food Patent Prints Patent Prints Print Poster Prints

Dynamic Crowning Systems System Floor Plans Index

Die Casting Process Me Mechanical Engineering
Source : pinterest.com
